Smart Leak and Corrosion Detector and Protection System:
This system employs sensors and real-time monitoring technologies to detect leaks and corrosion within the pipeline and associated equipment (valves, pumps, tanks, etc.).
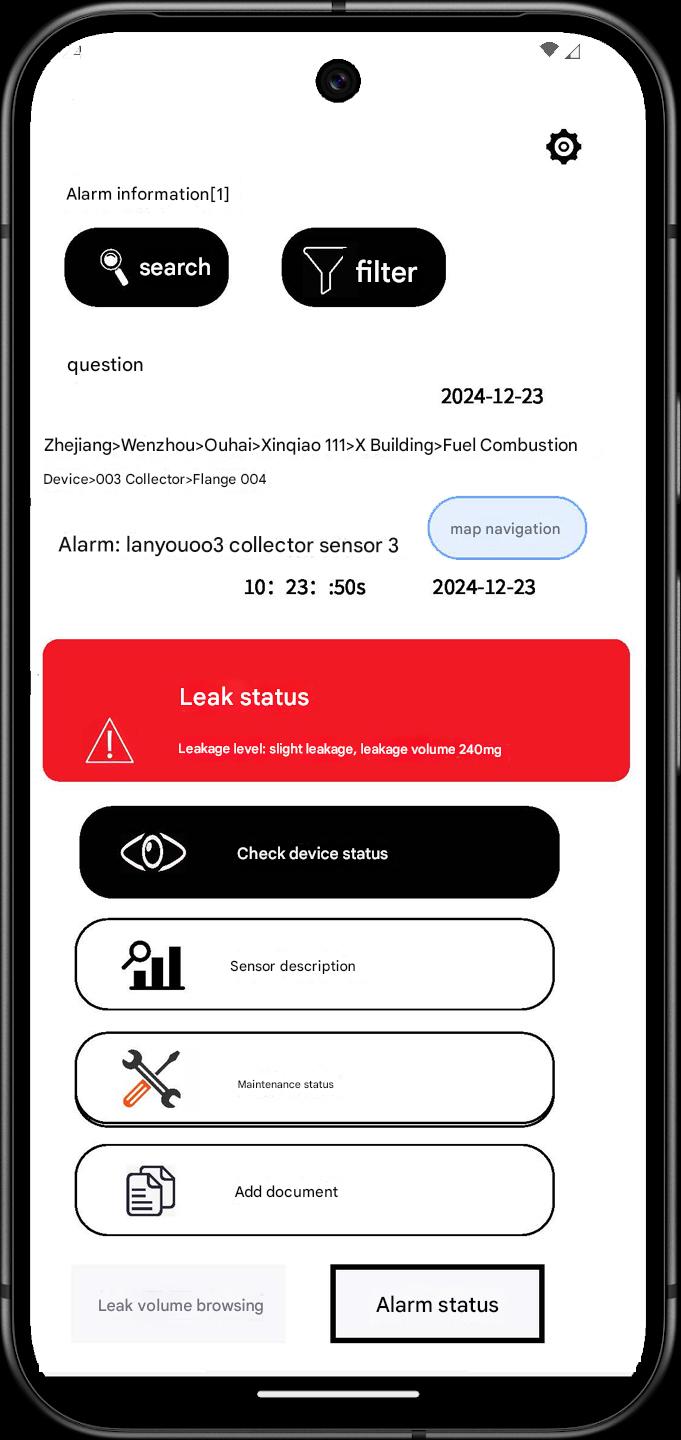
The Smart Leak Detector uses sensors (often acoustic, pressure, or vibration-based) to detect any signs of leakage. It can then alert the control system or operators about the location of a potential leak, allowing for quick response.
The Smart Corrosion Protection System uses sensors like Electrochemical Sensors, Ultrasonic Thickness Gauging, or Corrosion Rate Probes (such as ER Corrosion Rate Probes) to detect the formation and progression of corrosion inside the pipeline.
The system helps to optimize maintenance schedules by predicting when corrosion or wear is likely to happen, so proactive measures can be taken before catastrophic damage occurs.
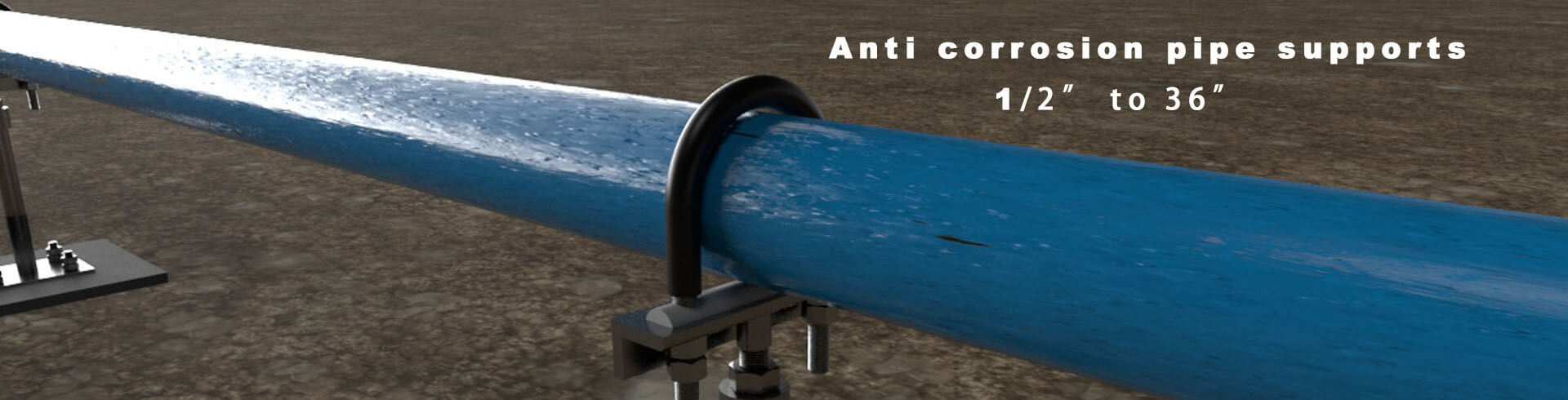
3. Flexible Cover Covered Pipeline:
Flexible covers (such as wraps or jackets) are used around the pipeline to protect it from external physical damage, environmental elements, or corrosion.
These covers help shield pipelines from UV radiation, chemical exposure, mechanical impact, and physical abrasion, prolonging the pipeline’s operational life.
In the context of leak prevention, a flexible cover can prevent external factors (e.g., rain, dirt) from contributing to the failure or accelerated corrosion of the pipeline.
4. Flex Fabric Mold Encapsulation at the End of the Pipeline:
The ends of pipelines are vulnerable areas that are prone to corrosion and leaks. Flex fabric mold encapsulations can be used to cover these areas, providing an extra layer of protection.
This flexible mold can be designed to seal and protect the ends of the pipeline from exposure to corrosive substances or harsh environmental conditions, thereby preventing localized corrosion.
The encapsulation ensures that the critical areas where leaks are likely to develop are protected and sealed.
5. Covering and Collection Tank in the Event of a Leak:
If a leak occurs, a cover (such as a leak detection cover or flexible seal) can be deployed to contain the leaking fluid temporarily. This is especially important in hazardous material pipelines.
The collection tank (often a spill containment tank or catch basin) is used to collect the leaked fluid before it can spread or cause environmental damage.
The pressure transmitter is placed in the collection tank to monitor the pressure levels, ensuring the containment system is functioning correctly.
If pressure builds up too much due to fluid accumulation, it triggers an alarm that alerts operators to take action and prevent overflows or more significant risks.
6. Pressure Transmitter Alarm:
Pressure transmitters are devices used to measure the pressure of fluids in pipelines or containment systems. They are essential for monitoring the integrity of the pipeline system and ensuring that pressure levels remain within safe operating ranges.
In the event of a leak, the pressure transmitter installed on the collection tank or the pipeline itself will detect any drop in pressure (indicating a loss of fluid or system integrity).
The system can trigger alarms to alert maintenance teams or operators in case of unexpected changes in pressure. These alarms are crucial for preventing system failures, leaks, or dangerous accidents.
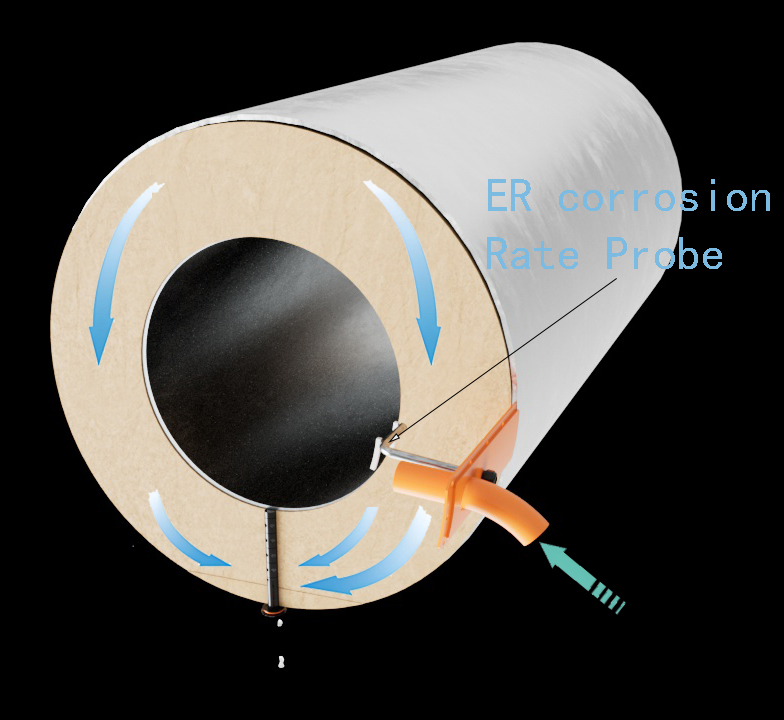
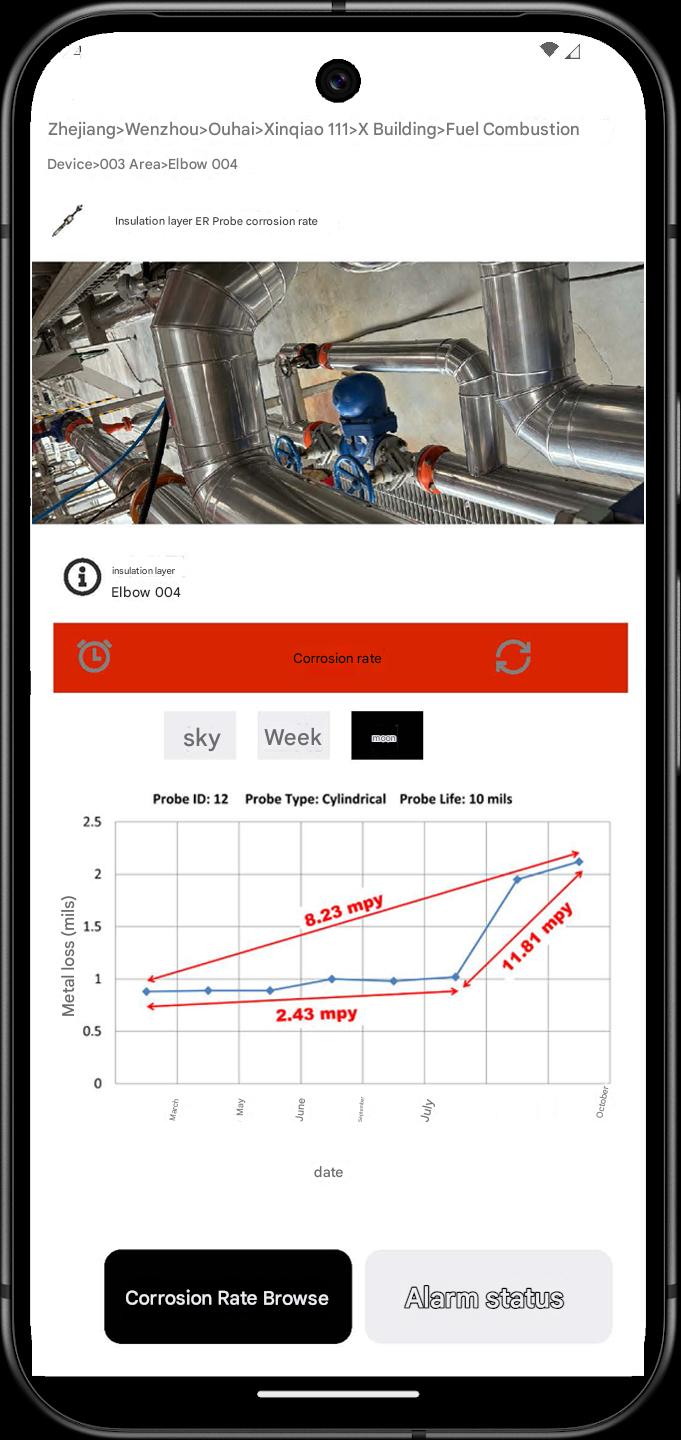
7. ER Corrosion Rate Probe (In-Line Corrosion Detection):
The Electrochemical Resistance (ER) Corrosion Rate Probe is a device used to measure the rate of corrosion occurring within the pipeline. This probe is typically installed inline, directly within the pipeline, to provide continuous, real-time corrosion data.
The ER probe measures the electrical resistance caused by the material loss as a result of corrosion, providing an accurate assessment of how quickly the pipeline is degrading.
Corrosion rate data from the probe can be used to determine when maintenance or repairs are required, reducing the risk of pipeline failure due to unchecked corrosion.
Integrated System Overview:
When combined, these components form an advanced leak and corrosion detection system designed to ensure the integrity of the pipeline system. Here’s how it all works together:
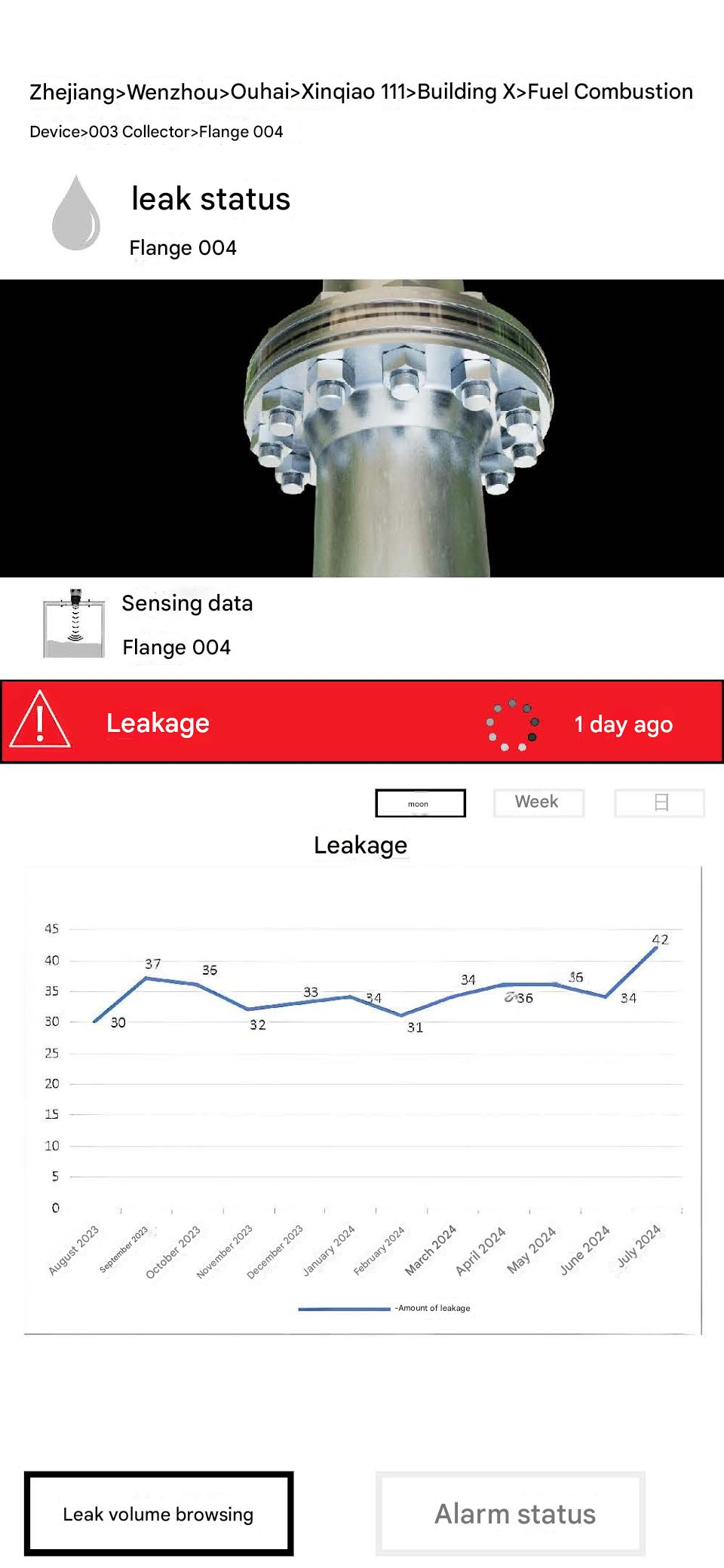
Continuous Monitoring: Sensors (such as leak detectors, corrosion probes, and pressure transmitters) are continuously monitoring the system for potential leaks, pressure changes, or signs of corrosion.
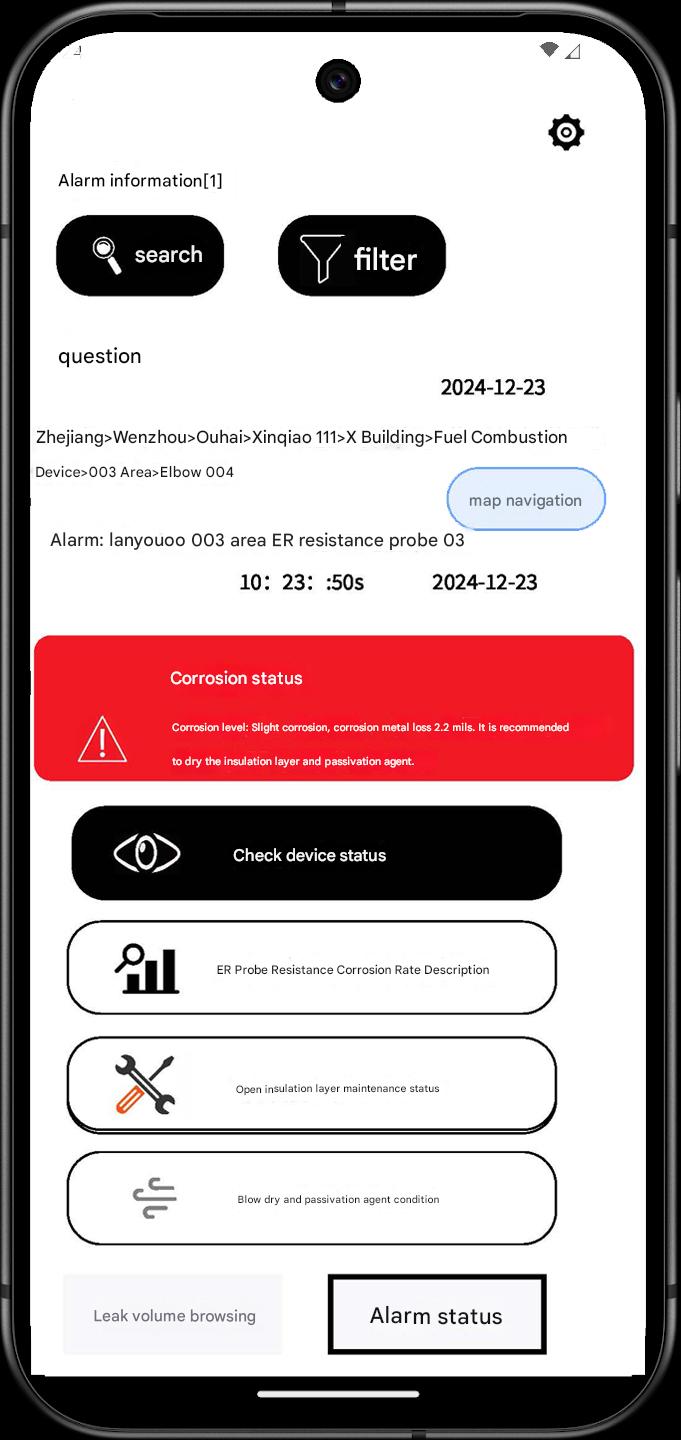
Early Detection: As soon as a leak or corrosion is detected, the smart leak and corrosion protection system provides an alert to operators, allowing them to take timely action.
Leak Containment: In the event of a leak, the flexible covers and collection tanks catch and contain the leaked fluid, preventing environmental damage.
Alarm Triggering: If abnormal conditions (e.g., pressure drop, excess fluid in collection tanks) are detected, the pressure transmitter alarm will notify operators to act swiftly.
Corrosion Management: The ER corrosion probes monitor corrosion rates, providing valuable data that helps prioritize maintenance and identify when replacement or repair is necessary.
Benefits:
Enhanced Pipeline Safety: By combining these advanced technologies, pipeline operators can identify and address issues before they result in catastrophic failures.
Cost Savings: Early detection reduces downtime and extends the lifespan of the pipeline, ultimately reducing repair and replacement costs.
Environmental Protection: Leak detection and containment systems prevent harmful fluids from escaping into the environment, mitigating the risk of pollution.
This integrated approach to pipeline management ensures that pipelines remain safe, efficient, and reliable throughout their operational life.